Parcours d'outils 3D brut
L'usinage brut est utilisé lors de la découpe de pièces en 3D pour éliminer le surplus de matière lorsque la pièce est trop profonde pour que l'outil de finition puisse la découper en une seule passe.
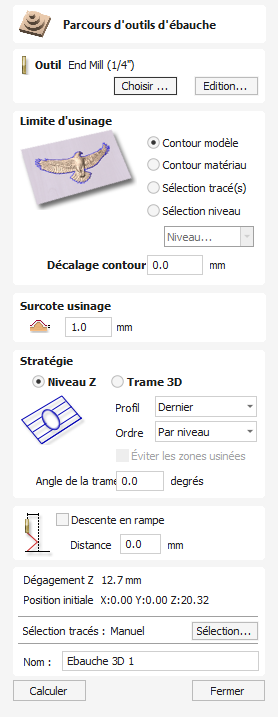
Un clic sur cette icône ouvre le formulaire de parcours d'outil illustré à droite ; les fonctions disponibles dans ce formulaire sont décrites ci-dessous.
 Outil
Outil
Cliquer sur le bouton ouvre la base de données d'outils à partir de laquelle l'outil requis peut être sélectionné. Voir la section sur la base de données d'outils pour plus d'informations à ce sujet. Cliquer sur le bouton ouvre le formulaire Modifier l'outil qui permet de modifier les paramètres de coupe de l'outil sélectionné, sans modifier les informations principales dans la base de données. En passant le curseur de la souris sur le nom de l'outil, une info-bulle apparaîtra indiquant où dans la base de données d'outils l'outil a été sélectionné.
Limite de limite d'usinage
La limite limite d'usinage est la zone dans laquelle l'outil fonctionnera. Il existe plusieurs options :
Limite du modèle Les limites combinées de tous les composants de ce travail sont utilisées. Il s'agit de la zone du modèle composite qui contient des composants. Remarque : ce n'est pas la limite des modèles sélectionnés.
Limite matérielle La limite de l'ensemble du bloc de matériau est utilisée.
Vecteurs sélectionnés Les vecteurs sélectionnés sont utilisés comme limite d'usinage.
Niveau sélectionné Les limites combinées de tous les composants au niveau spécifié. Ceci est similaire à Limite du modèle, mais uniquement spécifique au niveau nommé.
Changement de bord
Si vous usinez un objet en relief, il arrive souvent que l'outil n'usine pas complètement le bord. Ce champ est utilisé pour spécifier un décalage par rapport à la limite d'usinage sélectionnée afin d'augmenter sa taille afin de permettre à l'outil de dépasser l'arête réelle si nécessaire.
Note
La pointe de l'outil (plutôt que le côté coupant) ne quittera pas la limite d'usinage. Cela permet de garantir que l'ébauche enlève suffisamment de matière sur les limites d'usinage.
Allocation d'usinage
L'allocation d'usinage est une épaisseur virtuelle qui est ajoutée au modèle 3D lors du calcul du parcours d'ébauche. Cela permet de s'assurer que le parcours d'outil laisse un peu de matière supplémentaire sur la pièce ébauchée.
Ceci est bénéfique pour deux raisons principales, la première est que lors de l'ébauche, celle-ci a tendance à être réalisée avec des outils relativement grands et des coupes agressives et est donc plus sujette (selon le matériau) aux copeaux, cette peau permet d'éviter que l'écaillage n'affecte la surface finie. La deuxième raison est que la plupart des outils coupent bien lorsqu'ils enlèvent constamment de la matière. C'est pourquoi le fait de laisser un excédent de matière permet de s'assurer qu'il y a toujours au moins un peu de matière à enlever sur le parcours de l'outil de finition.
Stratégie d'ébauche
La stratégie d'ébauche détermine le processus que suivra le parcours d'outil pour enlever le matériau souhaité
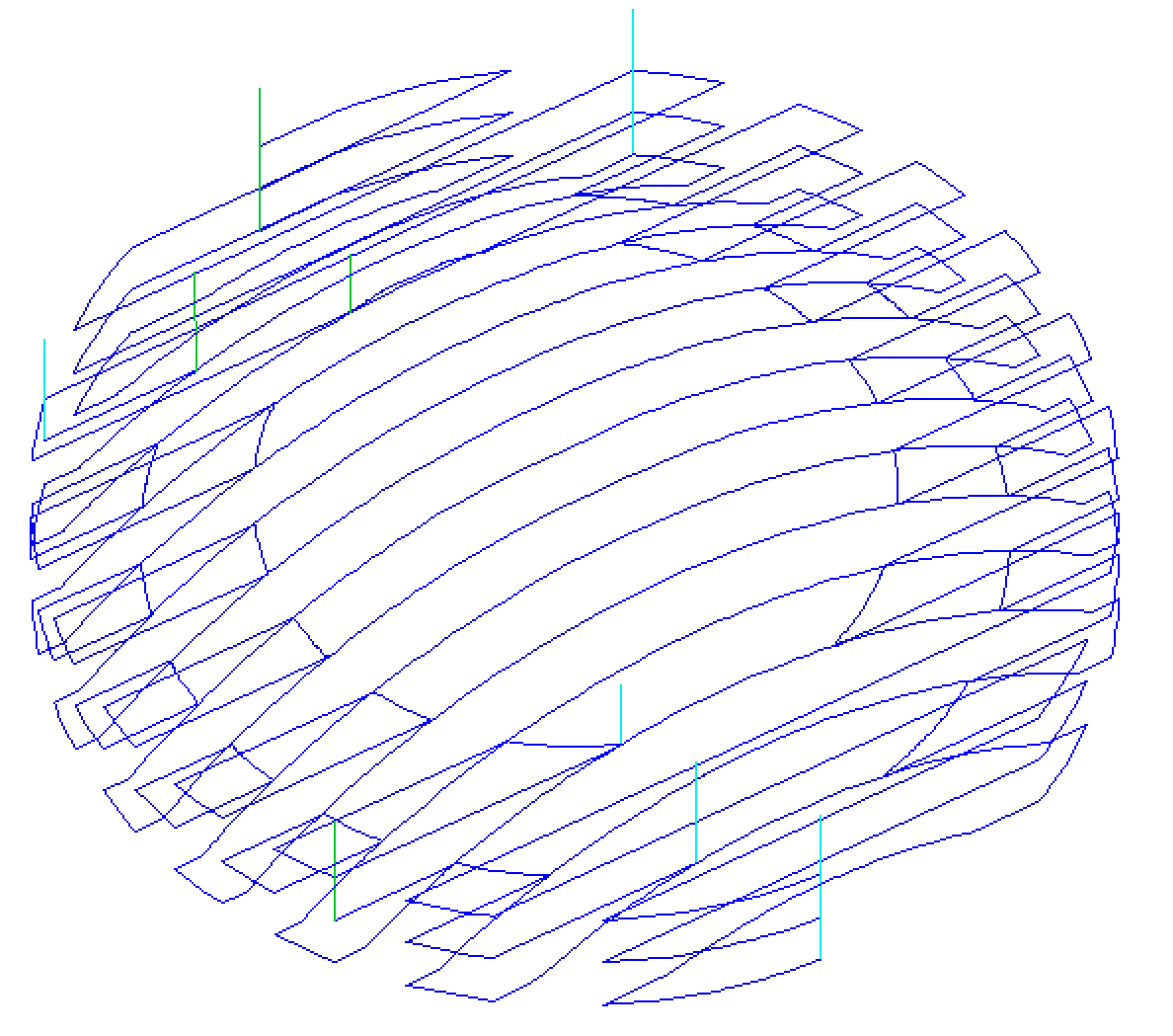
Stratégie de niveau Z
L'ébauche de niveau Z utilise essentiellement une série de parcours de poche 2D qui prennent en compte le modèle 3D et accaparent le matériau qui l'entoure dans les limites spécifiées.
Le premier paramètre est le choix du profil, qui contrôle si chaque niveau a un profil coupé autour de sa limite ou non et si oui, s'il coupe avant ou après la trame. Le profil est d'abord coupé avant la trame sur chaque niveau, le profil est coupé après la trame et le paramètre Aucun élimine la coupe du profil en ne laissant que le motif de la trame. Ces choix dépendent beaucoup du matériau et de l'outillage utilisés. Par exemple, les matériaux plus fragiles peuvent bénéficier de la première option du profil pour réduire l'écaillage.
La deuxième option est le choix de l'ordre. Le niveau Z peut être effectué de manière niveau par niveau. Cela signifie qu'il faut générer une passe complète à une profondeur donnée sur l'ensemble du modèle, avant de passer au niveau suivant. C'est l'option par défaut.
L'utilisateur peut également choisir la profondeur en premier. Dans ce cas, si à une profondeur donnée, le modèle se compose de régions distinctes, le parcours généré générera toutes les passes à des profondeurs croissantes sur cette région. Ensuite, il avancera vers une autre région de ce type.
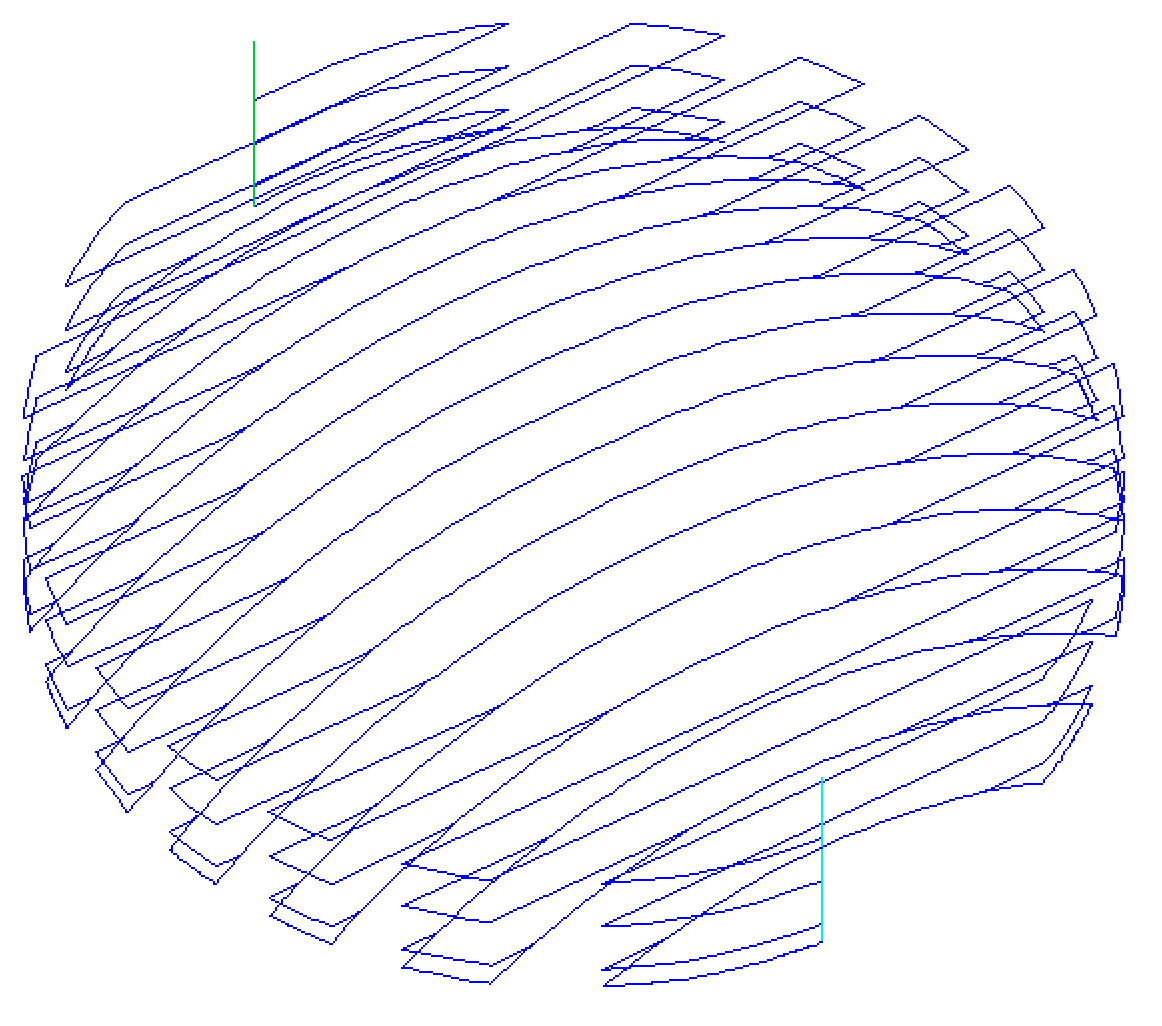
Stratégie raster 3D
La stratégie 3D Raster est une coupe en 3D qui passe sur l'ensemble du modèle. Cela permet d'obtenir une quantité de matériau plus régulière à enlever pour la coupe finale, mais selon la profondeur et le style de la pièce, cela peut prendre beaucoup plus de temps. Pour les pièces moins profondes, où l'ébauche ne prend qu'une ou deux passes, cette stratégie peut être plus appropriée. Pour les pièces plus profondes, l'ébauche au niveau Z est généralement plus efficace.
Direction raster
Cette option permet de définir la direction de coupe principale. Le long de l'axe X utilise un motif de trame parallèle à l'axe X ou le long de l'axe Y utilise un motif de trame parallèle à l'axe Y.
Inverser le sens de la direction
Par défaut, lorsque vous utilisez la direction raster Le long de X , l'outil se déplacera d'une ligne raster à une autre de bas en haut. En cas de direction raster Le long de Y , l'outil se déplacera de droite à gauche. Cette option permet d'inverser cette direction de pas.
Note
Cette option n'est actuellement disponible que pour la stratégie de niveau Z.
Éviter les zones usinées
Cette option signifie que si une zone a été usinée par une passe précédente du parcours, elle ne sera pas usinée par les passes suivantes. Cela peut signifier que le parcours est plus rapide à usiner.
Note
Il n'est pas garanti que le parcours d'outil soit plus rapide. Il peut sembler que sauter des zones précédemment usinées devrait être plus rapide, mais si cela introduit davantage de rétractions et ralentit la machine en raison d'accélérations et de décélérations supplémentaires, le résultat final pourrait alors être plus lent.
Descente de rampe
Le couteau peut être glissé sur une certaine distance dans la poche au lieu de plonger verticalement. Cette approche réduit l'accumulation de chaleur qui endommage la fraise et réduit également la charge sur la broche et les roulements de l'axe Z.
Propriétés de position et de sélection
Coffre-fort Z
La hauteur au-dessus de la tâche à laquelle il est possible de déplacer la fraise en toute sécurité à une vitesse d'avance rapide/maximale. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Poste à domicile
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Sélection des vecteurs
Cette zone de la page de parcours d'outil vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours d'outil pour réutiliser vos paramètres de parcours d'outil sur des projets similaires à l'avenir. Pour plus d'informations, consultez les sections Sélecteur de vecteurs et modèles de parcours d'outils avancés.
Nom
Le nom du parcours d'outil peut être saisi ou le nom par défaut peut être utilisé.